An RV manufacturer needed an approved onsite design before constructing a new factory in Middlebury, Indiana. The architect and engineering firm hired Stuart Meade, owner of Meade Septic Design in nearby Goshen for the project.
Based on 250 employees, the state Department of Health estimated a design flow of 5,500 gpd. Meade’s challenge was to design a system that maximized the undisturbed 22-acre lot for storing chassis, finished RVs and supplies.
The department allows a 33% reduction in the size of the drainfield if final effluent strength meets NSF 40 Standards. “I’m not a fan of reduction unless the proposed secondary treatment has proven to reduce the strength of wastewater,” says Meade, who specified aerobic bacterial generators from SludgeHammer Group. Other challenges were the size of the system, the factory’s 5-foot-deep gravity sewers, and a three-day retention time for treatment. Meade’s design included a lift station, dual treatment trains, dose tank and three zones of trenches using river-run stone. “It’s still the gold standard for drainfields in this part of Indiana,” he says.
Upon completion of the onsite system, the factory opened as scheduled.
Soils are loamy sand and sandy loam with a loading rate of 0.6 gpd per square foot.
Piping is 4-inch PVC Schedule 40 unless indicated otherwise.
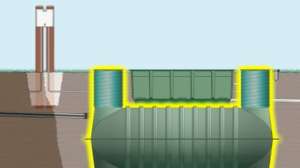
Wastewater flows 24 feet from the factory’s west gravity sewer and 88 feet from the east gravity sewer to the manhole. Automatic alternating pumps deliver a 47-gallon dose 560 feet through each 2-inch force main to the trash tanks at the head of the treatment trains.
Trash tank effluent gravity flows to the first of three treatment tanks, each with an aerobic bacterial generator at both ends of the tank. At the base of the treatment columns, air from a double-stake micro fine-bubble diffuser oxygenates and recirculates effluent while a proprietary blend of bacteria breaks down organic matter and accelerates digestion.
The recirculation pumps in the clarifiers continuously return 2 gpm through a 1-inch line to the first treatment tank. “The return rate averages 2,750 gpd, meaning 100% of the flow travels twice through the treatment train,” says Meade. “Effluent entering the dose tank is well below the NSF 40 levels of BOD5 <25 mg/L, TSS 30 mg/L and pH 6-8.”
Running the recirculation pumps 24/7 also eliminated the required time-dosed surge tank with duplex pumps on rails and a programmable logic controller and override. “Our solution saved the customer at least $12,000,” says Meade.
Effluent from both treatment trains flow to the equalization tank, which connects to the dose tank with a 4-inch pipe 6 inches above the floor. “We did this to increase the dose tank’s capacity, and accommodate the required drainfield dose of one-third the design daily flow,” says Meade.
On-demand triplex pumps send the 1,857-gallon dose through 2-inch force mains to concrete distribution boxes supplying three zones. Each header line feeds seven 100-foot-long 4-inch perforated pipes on washed stone in 36-inch-wide trenches.
Kevin Miller, co-owner of Quality Excavating Corp. in Goshen, and operator Luke Mullet installed the system. “The real push in April was to finish work on the factory’s parking lot and traffic areas so the contractor could pave them,” says Miller.
The team used John Deere excavators. The 135G operator worked on trenches, header lines and distribution boxes. Miller used a Rugby 320SG laser and Depthmaster MC200 (Leica Geosystems) to control the grade as he dug a 6-foot-wide and 6-foot-deep trench for the parallel mains. The 60G with an Allied Ho-Pac and Sd40D roller (Ingersol Rand) fit inside the trench to compact the backfill under paved areas.
The 380G operator set the lift station, ran force mains, and set and backfilled tanks. The 650K bulldozer operator graded the area, and a Takeuchi TL12 V2 tracked loader dumped stone and fill.
Connecting the factory’s sewers to the 13-foot-high lift station and installing the mains took a little more than three days. Miller’s biggest challenge was finding enough pipe, which came from three suppliers.
Farmer Tank delivered four tank halves the first day, and eight tank halves on the second. “We dug and set a pair at a time,” says Miller. “Bedding wasn’t necessary as the site had beautiful sand, enabling us to finish in two and a half days.”
In June, the team installed the 21 trenches, header lines and force mains from the distribution boxes to the dose tank. Working in oppressive heat and tropical dew points, they completed a zone per day by rotating who operated the air-conditioned machines. The trenches used 378 tons of stone, 6 inches under the pipes and 2 inches covering them.
Part of the rapid turnaround was due to Miller’s 32-year relationship with Bill Hartsuff, environmental health supervisor at the Elkhart County Health Department. He allowed Miller to cover everything in the trenches except the heads, toes and a little of the middle sections for inspection.
In early August, Miller spent half a day installing risers. Using the 24-inch-diameter, 3-foot-tall TUF-TITE risers to establish grade, he trimmed the Polylok risers to within a half inch of it. Then Farmer Tank poured a 36-inch-tall riser for the dose tank and Miller attached the access door (Halliday Products).
Elkhart County requires an effluent filter with SmartFilter alarm switch in recirculation tanks, but Miller had a problem. Previously, the coupled wires corroded, triggering false alarms. Miller found the solution by buying heat-shrink butt connectors and Certi-Seal gel-filled coax service wire closures from TE Connectivity (CommScope). “Now I couple the round alarm wire in the closure with the flat low-voltage landscape wire and they stay sealed,” he says. The landscape wire sends a signal back to the alarm.
In preparation for the aerobic bacterial generators, Miller glued solid construction blocks to the top of the tank lids, then glued the air pump basins to the blocks. To ensure they wouldn’t move during backfilling, he put two masonry screw anchors (Tapcon) in the bottom of the basins.
Will Stoddard, vice president of SludgeHammer, arrived from Michigan to help Miller, as this was his first experience with them. “It was simple and we finished the first install in 50 minutes,” says Miller.
Stoddard, Meade, and his worker, Kevin Hinkle, installed two air pumps per basin while Miller attached the 1/2-inch air lines. To expedite the procedure, he fabricated a service-friendly fitting, but only after spending several hours in a hardware store combining pipe fittings.
His foundation was an L-union and 1/2-inch 90-degree side outlet elbow. Two hose clamps secured the air hose, which slipped over an extension at the base of the outlet elbow and the nipple on the aeration pump. Then Miller worked backward from the union drilling holes in the basins. “There were no consistent measurements,” he says. “I went from Point A to Point B 12 times, but each was a little different.” The blowers were wired to one pneumatic alarm instead of a dozen.
Over the next two days, Miller and Mullet installed the rails and pumps for the lift station and dose tank, and ran wires to the triplex control panel. They final-graded them with native stone to keep out lawn mowers. “I didn’t lay fabric under the stone because it’s a nuisance if you later have to dig up something,” says Miller.
Dervin Witmer, owner of Dig-It Excavating, holds the service agreement.
Continue reading for free