The 1,700 gpd mound system serving a humane society in Bristol, Indiana, was failing. The owners hired Stuart Meade, proprietor of Meade Septic Design in Goshen, to diagnose why.
Meade learned that 15 daily commercial loads of laundry contributed to the 4,300 gpd average water flows taken from pump runtime readings. His investigation also revealed that every day the staff hosed down the occupied outdoor kennel runs, but stormwater entering all 52 drains caused surges.
“Our challenge was to design a replacement system capable of handling high flows while maximizing the existing infrastructure and revitalizing the failing mound system to accommodate possible higher flows in the future,” says Meade. “Keeping the design as simple as possible always saves on up-front costs and future maintenance.”
Meade’s design incorporated six new tanks, three existing tanks and Advanced Enviro-Septic absorption beds (Infiltrator Water Technologies) to accommodate the facility’s latest expansion. He also eliminated the existing time-dose surge tank controls and pumps and converted the tank into an active treatment tank with two SludgeHammer units.
Ben Martin, owner of B&E Excavating in Nappanee, Indiana, won the bid. “I’ve never installed a system this large and especially one for animal use,” he says. It went online in late April 2025.
Soils are a sandy loam with a loading rate of 0.50 gpd per square foot.
Meade designed the system to handle 4,500 gpd. Major components are:
Existing System (All tanks from Farmer Tank Precast)
New System
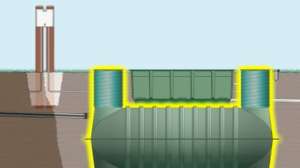
Wastewater flows 96 feet from the building and through the existing three treatment tanks set in series. To avoid adding a lift station, Meade looped the treatment train back on itself, setting the new treatment tanks on a downslope.
Effluent from the fourth treatment tank flows to the clarifier with recirculating pumps in the second chamber. The pumps continuously send 2 gpm through two 1-inch PVC lines back to the 2,000-gallon converted treatment tank. The remaining effluent flows 51 feet to the dose tank, then dedicated alternating on-demand pumps send 250 gallons through 2-inch force mains to each of the three drainfield distribution boxes and to the distribution box feeding the two existing 2,400-gallon treatment tanks. “We’re using them as additional clarifiers to help rejuvenate the failed 3,318-square-foot mound,” says Meade.
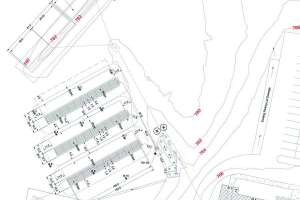
The distribution boxes for the 1,500 gpd South, Center and North absorption beds are 26 feet, 66 feet, and 104 feet from the dose tank. Their 4-inch header lines feed seven rows of 100-foot-long treatment pipe in 12-by-102-foot-long beds.
Because of the size of the install, Martin studied Meade’s designs at home before approaching the job. Then strong thunderstorms on April 2, 2025, dropped almost 2 inches of rain on the area, causing Martin to suspect a high water table. Two days later, he and his sons, Kylan and Kendrik Martin, and a part-time laborer arrived on site.
“I scheduled one day to set the tanks because my boys were anxious to help,” says Martin.“They did extra homework and received permission to miss a day of school.”
As soon as Ben Martin began digging the 5-foot-deep tank holes using his Volvo EC140D excavator, some sides caved in and required tapering back. Then he hit groundwater at 4 feet and it filled the bottom 12 to 18 inches of the holes. “It was higher than anticipated,” he says. “Much higher.”
While Kendrick Martin used a Takeuchi TB260 excavator to create a dewatering cavity with a berm behind it, his dad fetched an electric sump pump from the work truck. “The pump couldn’t keep up with the inflow,” says Martin. “It took Kendrick working nonstop dipping water from the cavity with the 10-gallon excavator bucket and dumping it behind the berm to stay ahead.”
Father and sons continually checked elevations using the M18 dual-slope rotary laser (Milwaukee Tool) on the Takeuchi. When the depth was correct, Ben Martin signaled the Farmer Tank driver to back up and lower the bottom half of a tank into the hole.
The first tank arrived at 8:20 a.m. and they set the last tank at 2:30 p.m. The gravelly soil didn’t require bedding, which expedited the work. As soon as Martin dribbled sand around a tank, the native soil reabsorbed the groundwater. “Setting those 10-foot-long tanks in the water was the most interesting, challenging, stressful part of the installation,” says Martin. “We all cheered at the end because the hardest part was over. The rest of the job was a breeze.”
The following day Martin installed the dose tank pumps and plumbed the tanks with help from the part-time laborer. Martin had never installed 10 SludgeHammers in one system before, so the sizable undertaking took half a day.
That afternoon Martin plowed the three full-sized drainfields and had them inspected. The next morning Geissinger Trucking ran three trucks and subcontracted Clarkco Excavating to run the fourth truck hauling 704 tons of septic sand in 32 loads.
“I told them to ‘cover me up,’” says Martin. “We began pushing sand onto the beds and didn’t quit until we finished late that afternoon.” It took two days to lay the treatment pipes and cover them with sand. “Although it was a large drainfield, the work was routine,” says Martin.
The existing onsite system remained in service until after Martin modified the original dose tank. He cut and broke out part of the concrete baffle to install the two SludgeHammer units and air pumps. Together with treated effluent from the new system, the combination should rehabilitate the old mound. An electrician from Middlebury Electric brought the system to life.
The original service provider will maintain the system, but Martin has things he wants to investigate, including the possibility of capping the kennel drains. “The client has spent a lot of money,” he says, “so I will have conversations with the people involved to ensure they understand how to keep the system running properly for decades.”
Continue reading for free