Grease interceptors are used in most applications where the reduction of FOG is required to minimize impact to the onsite system.
We see grease interceptors used where food is prepared, such as kitchens in churches and schools. We also see the importance of grease interceptors in food manufacturing plants.
I was contacted by a large food manufacturing plant to assess a potential problem with its grease interceptor. The municipality was fining them because their FOG output was clogging up a municipal lift station downstream, which in turn was causing backups in other businesses.
At the plant, we prepared for confined-space entry as there were several risers on the grease interceptor and it was difficult to ascertain the condition of the tank from the surface. The plant’s grease pumper arrived and pumped the tank and we lowered a tech into the tank. I wanted inside measurements of the tank as well as condition reports. Upon winching the tech back out, the measurements indicated it was only a 1,200-gallon tank. The pumper corroborated that that was the amount they pumped each time.
I looked at the facility manager and said, “I know your problem — you’ve got a residential-sized grease interceptor serving a gigantic, industrial-size food manufacturing plant. There is no way that this is sized appropriately.”
I worked on several alternatives for them but during the process a wastewater engineer remind me that no matter how big or how many chambers and tanks we add for grease interceptor capacity, we would not be treating the BOD, pH or any of the other wastewater characteristics they were also being fined for.
I came back after a week of normal use to sample the water in the grease interceptor to use for bench tests for the design of a pretreatment system. The water I pulled from the tank had a clear delineation of almost pure oil on top of a clear water layer — the typical oil-water separation. This is a good thing: It means the oil is separate from the water so our job to remove the oil can be achieved by straightforward means.
We eventually designed and installed an on-site sequencing batch reactor, basically a smaller version of a full treatment plant, to pretreat the wastewater prior to the water going into the municipal system. I will concentrate specifically on grease removal as there are a few lessons I’d like to share.
Types of grease interceptors include hydromechanical, gravity, and automatic grease removal.
Hydromechanical grease interceptors are the smaller interior ones that force the flow to the bottom of the tank.
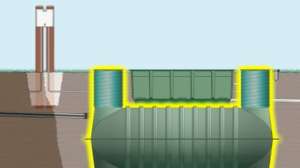
Gravity interceptors are the larger tanks we typically install exterior to the building and are sized based on volume in gallons.
A different type of grease removal is an automatic grease removal system, in which a device physically removes the grease, in most cases off of the top of the water. In the case of this large food plant, we elected to use a method of automatic grease removal by using a floating skimmer. The skimmer works by having a large rotating drum that adheres the oil at the top of the water to its surface, rotates, and with use of a scraper, skims the oil into a pump that conveys the oil to a holding tank. The holding tank is then pumped on a regular basis to remove the oil. The tank the skimmer is in was also used as a pH adjustment tank, so additives were added to the tank automatically based on sensors monitoring the pH. This tank was also a pump tank, one end pumping the oil into the holding tank and another duplex set of pumps dosing to the next treatment process in this system in a time-dosed method.

The floating skimmer worked adequately, but was soon rebuilt, upgrading several parts (bearings, etc.), and then the skimmer worked even better.
This worked perfectly until the cleaning chemical company realized a new wastewater pretreatment system was in operation and used that as an opportunity to change their cleaning chemicals. The change in cleaning chemicals resulted in emulsification of the oil into the water.
The new chemicals they were using made cleaning easier, but undermined the entire design of our sequencing batch reactor — and its ability for pretreatment.
Emulsification breaks that clean oil-water separation I observed during our bench tests. The oil was now emulsified, mixed into the water instead of separating, eliminating our ability to skim the oil from the surface. This caused an immediate and huge issue that had to be addressed with the managers of the facility and the chemical company, which they’ve worked with for years and trust.
They basically had two options (neither of which they liked). Either move back to their original cleaning chemicals they were using before the changed, or incorporate an additional process to the treatment process in the form of a demulsifier. A demulsifier performs a chemical process that would break the oil-water emulsion back into separate layers. The demulsification process adds cost of additional chemicals, time for the process to occur, and potentially additional tank capacity to allow that process to occur.
I had been warned about this exact scenario before this project even began. When I started the design process of the new wastewater pretreatment plant I reached out to a colleague I respected and had worked with in the past. This person managed several of the largest food manufacturing facilities in our state with outstanding results, incredible records, and national honor and reputation.
After a lengthy conversation about a previous pretreatment system that a facility of his uses, he recapped our talk by finishing with: "…it always comes down to the chemical company the facility is working with …"
That is not a slight against the chemical companies, who in our case offered the solution of a demulsifier. But he was stressing that in the end, if there are issues, review them with the chemical company and the products they are using.
A sequencing batch reactor, like an onsite system, works as a living organism to properly function and treat wastewater. The chemicals used in the process of the establishment being served can affect that living system in a swift and adverse way. Be prepared to understand that, and take that into strong consideration when designing any system.
About the author
Todd Stair is vice president of Herr Construction, Inc., with 34 years’ experience designing, installing, repairing, replacing and evaluating septic and mound systems in southeast Wisconsin. He is the author of The Book on Septics and Mounds and a former president of the Wisconsin Onsite Water Recycling Association.
Continue reading for free